万用表/多用表电流表/钳形电流表电压表电源电能表校验装置无功功率表功率表电桥电能质量分析仪功率因数表电能(度)表介质损耗测试仪试验变压器频率表相位表同步指示器电阻表(阻抗表)电导表磁通表外附分流器 更多>>
流量检测仪表物位检测仪表记录/显示仪表机械量检测仪表温度检测仪表执行器显示控制仪表压力检测仪表过(流)程分析/控制仪表过程仪表阀门透视仪工业酸度计溶氧仪超声界面计校验仪仿真器其他工业自动化仪表 更多>>
检漏仪电火花检测(漏)仪超声检测仪其它探伤仪金属探测仪涂层检测仪其它硬度计测振仪频闪仪动平衡仪涂层测厚仪超声波测厚仪橡胶塑料测厚仪壁厚测厚仪塑料薄膜片测厚仪镀层测厚仪其它测厚仪维氏硬度计洛氏硬度计布氏硬度计 更多>>
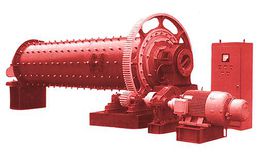
湿式球磨机是物料被破碎之后,再进行粉碎的关键设备。由给料部、出料部、回转部、传动部等主要部分组成。球磨机广泛应用于水泥,硅酸盐制品,新型建筑材料、耐火材料、化肥、黑色与有色金属选矿以及玻璃陶瓷等生产行业,对各种矿石和其它可磨性物料进行干式或湿式粉磨。
规格 | Ф1800 | Ф2200 | Ф2500 | Ф2800 | Ф3200 | Ф3600 | Ф4200 |
盘边高(mm) | 300 | 500 | 500 | 640 | 640 | 450-700 | 950 |
生产能力(t/h) | 3 | 8 | 10 | 16 | 17 | 18-22 | 33 |
盘转速(r/min) | 19 | 14.25 | 11.81 | 11.14 | 11.18 | 9-12 | 7 |
主电机功率(kw) | 5.5 | 7.5 | 11 | 11 | 15 | 18.5 | 30 |
倾斜角度( o ) | 45 | 35~55 | 35~55 | 35~55 | 35~55 | 45~55 | 40~50 |
重量(kg) | 2240 | 3150 | 4910 | 5660 | 6520 | 7120 | 9672 |
1.湿式球磨机轴承、主电机基础、齿轮箱、小齿轮轴承座的基础浇灌,找正。
2.安装主轴承箱。
3.湿式球磨机筒体安装到轴承座上。
4.齿圈安装到磨机筒体上。用力矩扳手紧固齿圈上的联接螺栓。
5.湿式球磨机进口锥筒的安装。
6.湿式球磨机出口锥筒的安装
7.齿圈齿轮罩的安装、联轴器安全罩的安装。
8.湿式球磨机进口斜槽和出料部的安装
9.轴承润滑装置的安装
10.齿圈润滑装置的组装
主机的安装
磨机主机的轴线应呈水平,在两端的中空轴大法兰上顶处测量,高度应一致,有误差时允许时料端高于出料端1mm。在两端中空轴座压盖处看,中空轴与轴承压盖周围的缝隙应基本一致,并且内外压盖处都应是缝隙基本一致。
筒体的安装
(1)湿式球磨机筒体到位事宜:首先用大型吊装设备将湿式球磨机的筒体吊到制浆楼与吸收塔之间的零米地面上,制作好拖运用的拖板,将湿式球磨机筒体吊到拖板,用手拉葫芦将筒体拖运到制浆楼内吊装位置,清洗筒体轴颈,用塑料布将轴颈包好。在主轴承安装之前将筒体临时降落到两轴承基础之间的临时支架上,待主轴承安装找正之后,再将筒体就位于主轴承之上。筒体就位前应彻底清洗轴承,再用白布将轴承盖住,待筒体吊至安装位置基本对正后,再把白布抽去。
(2)湿式球磨机筒体就位后的检查工作:筒体就位后检查主轴水平,轴颈水平用框式水平仪测量,测量面为轴颈表面,轴水平允许偏差0.1%.
(3)湿式球磨机筒体的安装事项:安装轴承上盖,安装密封毛毡,毛毡裁制应平直,接口处应为阶梯形,毛毡与轴接触均匀,紧度适宜,拧紧法兰螺栓及毛毡压圈螺栓,压圈与轴的径向间隙均匀,一般为3——4mm.
湿式球磨机筒体安装是身临其位,谋其事,其实球磨机操作工人也如是,既然负责这方面的操作,就应该做好自己的本职工作。自己有多少责任,就应承担起这些责任。
传动部分的安装
在主机调整好水平以后,方可进行传动部分的安装。首先检查传动部分组装的质量情况,主要是检查小齿轮轴与减速机低速轴的同心情况、检查减速机高速轴与电机轴的同心情况,并进行必要的调整和紧固。
以主机大齿轮为基准,安装和调整传动部分。使小齿轮的齿宽比大齿轮的齿面两边宽余出均匀一致。使小齿轮的齿面与大齿轮的齿面平等,齿侧间隙按最小处留0.25mm(约硬盒香烟包装纸一层)。从大小齿轮的接触痕迹看,接触痕迹应占全长的60%以上,接触痕迹的高度占到全高的40%左右。
如果接触痕迹偏向齿面宽度的一端,即表明齿面不平行。如果传动大齿轮一周有挤死的情况,说明齿轮间隙太小了,应使小齿轮离开大齿轮一点。
故障判断
轴承发热,检查是否缺油。主机轴承和小齿轮轴轴承加黄油润滑,减速机加机油润滑。如果不缺油,检查各部分的同心度,分别检查主机和传动部分。大轴承座与中空轴不同心,造成传动轴与轴承压盖摩擦生热。减速机与小齿轮轴不同心、减速机与电机不同心,都会造成轴承超负荷运转而发热。当中空轴与大轴承座不同心严重时,会造成起动困难、运转时费动力、电机发热等现象。所以安装时保证各部分的同心度非常重要。
安装前的准备
球磨机应安装在牢固的混凝土基础上。球磨机的基础设计和施工请参看球磨机总装图和基础图。为了保证使用过程中球磨机各部件的位置精度不发生大的变化,球磨机的基础应采用整块式结构。
混凝土基础耐压强度达到75%以上后即可在上面安装球磨机。在安装之前应对基础的质量进行检验,要求混凝土没有影响强度的缺陷,予留孔的数量和位置符合要求,予留孔内无杂物和积水、无油污。采用“地线法”进行安装作业时,在基础上表面应予埋“中心标板”。安装前基础上画出所有中心线并在“中心标板”上作出醒目的冲点标记,作为安装时的中线基准。
吊装之前应对球磨机分部位全面进行验收,发现问题及时处理。
1.主轴承部分的具体要求参看主轴部件装配图。
2.筒体部分参看回转部分装配图。
3.传动部分参看传动部分装配图。
4.整体相对位置参看总装图。
加水量
加水量一般根据泥料用途、配方中粘土用量及粘土吸水值的大小而定。当配方中粘土用量波动在9~32%之间,所用粘土的吸水值波动在0.35-0.64克/克之间时,机轮泥的加水量以按制在66~68%为宜。注浆泥的加水量则控制在35~38%范围内。加水量过多,由于原料过于分散,会相对减少球石与原料颗粒相互作用的机会,减弱球石的冲击力,从而降低粉磨效率。加水量过少,则不能形成具有流动性的泥浆。
球石装入量
球石装入量尚无公式可以直接算出。一般按磨机容积计,球石装入量应使球石水平面至磨中心线的距离为磨机半径的0.16倍。按重量计,球石装入量应为原料重量的1~1.5倍。
原料装入量
(1)在球石装入量不变的情况下,减少原料装入量,即是减少了球石的作用物,这就等于相应增加了球石装入量。
(2)在球磨直径不变的情况下,减少了磨机内的装入物,等于增加磨机内的剩余空间,亦即加大了球石在磨机内按正常规律的运动量。
电机通过减速装置驱动筒体回转,筒体仙的碎矿石和钢球在筒体回转时受磨擦力和离心力作用被衬板带到一定高度后由于重力作用,便产生抛落和泻落,矿石在冲击和研磨作用下逐步被粉碎。被粉碎的矿石经排料部分排出筒外。排出的矿物在螺旋分级机中经分级出合格产品后,粗砂通过联合进料器再回到球磨机内继续粉磨。供料机连续均匀地喂料,矿石经联合进料器连续均匀地进入球磨机,被磨碎的物料源源不断地从球磨机中排出。球磨机是可以每天24小时连续工作的粉磨设备。
球磨机主要由以下几部分组成:
1. 联合进料器,供进料用。
2. 筒体部分,筒体上开有人孔供检修和更换筒内衬板时用。
3. 排料部分。供球磨机排出合格产品用。
4. 主轴承部分。
5. 传动部分。
根据流程需要,磨机分左旋和右旋,供货时按订货合同。
本机由给料部、出料部、回转部、传动部(减速机,小传动齿轮,电机,电控)等主要部分组成。中空轴采用铸钢件,内衬可拆换,回转大齿轮采用铸件滚齿加工,筒体内镶有耐磨衬板,具有良好的耐磨性。本机运转平稳,工作可靠。 注:根据物料及排矿方式,可选择干式球磨机和湿式格子型球磨机。
湿式球磨机是采用特制滚动轴承作为筒体的支撑结构,按照全新理念设计的一种新型球磨机。它系统解决了取代滑动轴瓦所用重载滚动轴承的寿命及调心问题、恶劣环境条件下的密封问题及长时间工作产生 的筒体窜动问题。
与传统球磨机相比,应用该技术的球磨机所匹配的电机功率可降低 18 - 25%,节约润滑油 70%,节约冷却水 90%,综合节能 20% 以上。
正常情况下,十年不用更换主轴承,节省大量维护费用,省工省时。